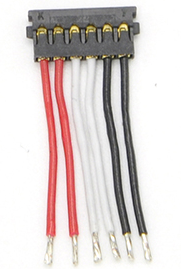
剥离。 剥离的准确性与整个生产进度直接相关。 一旦发生错误,尤其是如果开口尺寸太短或太长,就会导致所有工位的返工,这将花费时间和精力来影响生产效率。 因此,在剥线时,有必要结合附图的要求,结合待打端子,确定线的开口尺寸和剥线头的尺寸。
压接过程。 根据图纸要求确定端子的压接参数,并制定压接操作手册。 对于特殊要求,请在过程文档中指出并培训操作员。 例如,某些电线在压接之前需要穿过护套。 需要对其进行预组装,然后从预安装的工作站退回,然后进行压接。 另外,穿刺型压接使用特殊的压接工具。 压接方法具有良好的电接触特性。 并且必须测试端子的拉力值,如果拉力达不到要求,则需要重新调整压接模具。
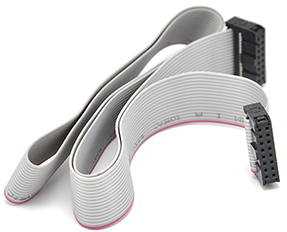
预装。 首先,应准备安装前的过程操作手册。 为了提高组装效率,复杂的线束必须配备预安装站。 预安装过程的合理性直接影响整个组装的效率,并反映了工匠的技术水平。 如果装配的预装部分太小或装配的导线路径不合理,则将增加总装配人员的工作量,并且会降低装配线的速度。 因此,过程人员应经常留在现场进行总结。
最终组装过程。 可以根据产品开发部门的装配台板,设计工具设备,物料箱尺寸进行编程,并将所有的装配护套和附件编号附加到物料箱上,以提高装配效率。 编译每个工作站的组装内容和要求,平衡整个组装工作站,以防止工作量过大的情况,并降低整个组装线的速度。 为了达到工作站的平衡,技术人员必须熟悉每个操作并测量现场工作时间,并随时调整组装过程。